
江苏普冠机电有限公司
全国热线18915563300

2026-02-10
告别破损与低效!大件薄板“0损伤”高效搬运指南:KBK系统三大核心调校
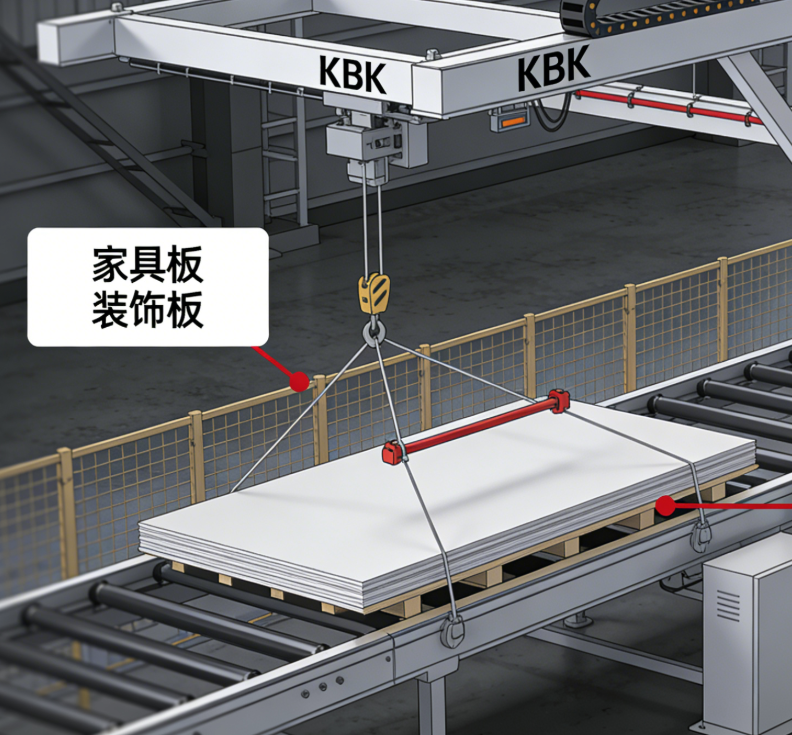
在定制家具、装饰建材、玻璃加工等行业,大尺寸薄板(如板材、玻璃、石英板)的搬运是生产流程中的关键环节,也是痛点集中区。这些工件“面积大、重量轻、边角脆”,搬运过程中易晃动、怕磕碰、受风阻影响明显,传统的搬运方式不仅效率低下,更导致惊人的破损率与返工成本。本文将深度解析如何通过专业的KBK系统调校,实现大件薄板的“稳态搬运”,确保“拿得稳、走得直、放得准”,为高效、高品质生产保驾护航。
与结实耐磕的箱体工件不同,大件薄板搬运面临三大独特挑战:
稳定性差:面积大、厚度小,惯性作用下极易产生摆动和振动,尤其在拐弯、急停时,可能失控碰撞周边设备或人员。
破损风险高:边角脆弱,表面(尤其是高光、覆膜、玻璃表面)一旦划伤或崩角,即告报废,损失巨大。
路径复杂:车间内锯切、封边、贴面、堆放等多工序交错,空间紧张,要求搬运系统路径规划精准、灵活性高。
应对核心思路:必须从系统设计源头出发,贯彻 “路线拉直以减晃、吊点分散以均载、末端慢调以精准” 三大原则。

稳定的搬运始于科学的系统布局,目标是创造一条顺畅、抗扰的“空中高速公路”。
主干直通,分支精准:
主运行轨道应尽可能直线设计,减少不必要的弯道。只在接近具体工位(如加工台、缓存架)时,才分出短的支线轨道,实现“口对口”直达停靠,避免长距离S形穿行。
弯道优化与慢速区:
无法避免的弯道,应采用大转弯半径。在弯道前后各预留一段直线缓冲段,并在出弯后设置1-2米的慢速区,让工件在完成转弯、惯性未消时能平稳降速,而非急停,从根本上抑制摆动。
清爽空间与可靠支撑:
所有电缆、气管必须空中走线,使用拖链或柔性悬吊跟随,确保地面无任何障碍,避免长板回转时被绊挂。
若厂房屋顶承重不足或净高有限,可采用自立式门架结构支撑轨道。长距离段使用刚性轨道保证整体稳定,靠近工位的末端可采用轻型轨道,提升操作手感。
轨道接头处必须精细调平、对齐,确保小车平滑过渡,杜绝“磕绊感”,因为每一次轻微震动都会直接传递到薄板工件上。
这是保护工件、实现精准操作的核心,关键在“吸附均稳”和“微调到位”。
吸盘矩阵:分散受力,稳如磐石:
摒弃单点或少数吸盘,采用多只中大直径真空吸盘组成吸附矩阵。可根据板件大小分区控制吸盘启停,使吸附力均匀分布,大幅提升吊运过程中的抗风性与整体刚性。
所有吸盘接触面必须配备柔软、洁净的密封垫(如聚氨酯垫),既能适应轻微不平的表面,保证密封,又能防止在光洁表面留下压痕或划伤。
平衡与微调机构:
对于超长板或异形板,必须使用双吊点配合平衡梁,将实际吊点调整至重心附近,防止工件在空中倾斜或旋转。
末端集成微调功能至关重要:旋转头用于对齐边角;微型平移滑台(前后/左右)用于精确对位孔槽;对于需要立起放置的板材,可配置翻转框架,实现平稳的姿态转换。
可视化定位与“软着陆”:
在工作台面上设置物理挡块、定位条或V型定位器,为放置提供硬性基准。辅以激光定位指示器或清晰的刻度标识,让操作者“看得见”目标点。
放置时,应遵循 “先靠边,再下滑,后释放” 的“软着陆”流程:先让板材一侧轻触定位边,再平稳下降,最后解除真空吸附,避免直接“拍”在工作台上造成崩角。
稳态搬运的性能需要被量化监控,并通过系统维护得以长期保持。
关键性能指标(KPI)监控:
起步/匀速推力:手感变重可能预示轮轨积尘或磨损。
最后一米就位时间:直接反映慢速区与微调效率。
一次到位率:综合衡量系统精准度的黄金指标,目标应接近100%。
分级维护体系:
每日:检查吸盘真空度与密封垫清洁度、磨损情况。
每周:清洁轨道槽内积聚的木屑、粉尘,检查轮组运行状况。
每月/每年:系统检查轨道直线度与接头平顺性,复核所有安全装置和微调机构的功能。
问题快速诊断:
若出现弯后摆动加大,优先延长慢速区或调整减速点。
若发生边角磕碰,重点检查吊点分布是否均匀、末端微调行程是否足够、定位挡块是否松动。
总结:实现大件薄板的“稳态搬运”,是一项融合了机械设计、工艺理解与精细操作的系统工程。它要求我们从全局布局的流畅性出发,通过专用吊具的均载与保护来化解核心风险,并依赖末端精准微调与可视化辅助来确保结果完美,最终以数据化维护实现性能的长期稳定。投资于这样一套调校到位的KBK解决方案,换回的是更低的破损成本、更高的生产节拍与更优的产品品质。
<< 上一页
下一页 >>

江苏普冠机电有限公司
地址:江苏省苏州市昆山市陆家镇金阳东路1068号国瑞创业园J栋
电话:18915563300 QQ:1324223670 邮箱:kim@pugolift.com 备案号:苏ICP备2020053408号-3




 18915563300
18915563300

 kim@pugolift.com
kim@pugolift.com

{kind=link}